


东莞市乐氏螺杆有限公司
手机:13038844917(乐生)
电话:0769-86252198
传真:0769-86252197
邮箱:fuyuanhz@139.com
网址:www.leshiluogan.com
了解下关于注塑机螺杆及料筒镙杆的拆卸顺序
文章出处:乐氏螺杆发布时间:2019-08-09
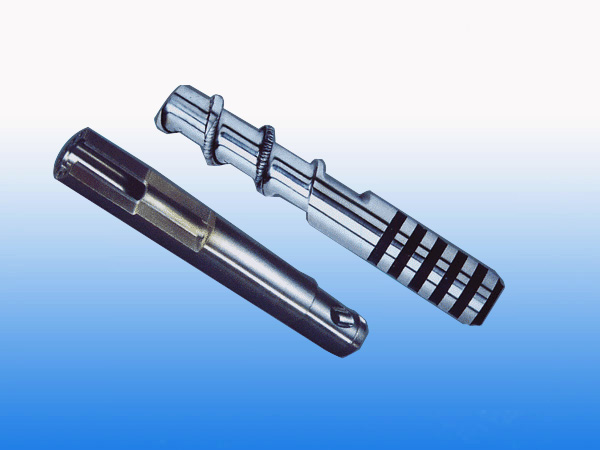
了解下关于注塑机螺杆及料筒镙杆的拆卸顺序
销钉螺杆的主体部分是普通的螺杆,销钉可设置在螺杆的熔融段或计量段的落槽内或计量段末无螺槽的光滑圆柱形表面。销钉按一定的排列方式设置,可疏密程度不等,数量不等。圆柱形的销钉是将销钉装配到螺杆的孔中形成的;方形或菱形销钉是直接在螺杆上铣销形成的。如果这些销钉是在设置在熔融区,销钉可将固体床打碎,破坏两相流动,把固、液相搅在一起,使末溶固相碎块与已容物料的接触面积加大,促进熔融。如果销钉是设置在熔体输送区,则其主要作用是分割料流,增加界面,改变料流的方向,使流束重新排列。多次分流、汇合,改变流动方向,使熔体组分与温度均化。混合段均为设置在普通螺杆均化段末端的向内开槽结构,其外径与螺杆外径相等。沟槽分为若干组,每组之间是物料的汇合区。物料被沟槽分割,到汇合区汇会,再分割、汇合,其原理是销钉式类似的。分离型螺杆的特点是熔融段上除了有原来的一条螺丝纹(称为主螺杆)外,还附加了一条螺纹(称为附加螺纹),其外径略小于主螺纹外径,主副纹的导程不同,副螺纹自加料段末端开始(并在此与加料段相联),经过几个螺纹后,逐渐与均化段的主螺纹相交。这种螺杆的螺槽深度和螺纹导程从加料段开始至均化末端都是逐步变化的,既螺纹导程从宽逐渐变窄,螺槽深度由深度逐渐变浅,可使物料得到最大的压缩。
销钉螺杆的主体部分是普通的螺杆,销钉可设置在螺杆的熔融段或计量段的落槽内或计量段末无螺槽的光滑圆柱形表面。销钉按一定的排列方式设置,可疏密程度不等,数量不等。圆柱形的销钉是将销钉装配到螺杆的孔中形成的;方形或菱形销钉是直接在螺杆上铣销形成的。如果这些销钉是在设置在熔融区,销钉可将固体床打碎,破坏两相流动,把固、液相搅在一起,使末溶固相碎块与已容物料的接触面积加大,促进熔融。如果销钉是设置在熔体输送区,则其主要作用是分割料流,增加界面,改变料流的方向,使流束重新排列。多次分流、汇合,改变流动方向,使熔体组分与温度均化。混合段均为设置在普通螺杆均化段末端的向内开槽结构,其外径与螺杆外径相等。沟槽分为若干组,每组之间是物料的汇合区。物料被沟槽分割,到汇合区汇会,再分割、汇合,其原理是销钉式类似的。分离型螺杆的特点是熔融段上除了有原来的一条螺丝纹(称为主螺杆)外,还附加了一条螺纹(称为附加螺纹),其外径略小于主螺纹外径,主副纹的导程不同,副螺纹自加料段末端开始(并在此与加料段相联),经过几个螺纹后,逐渐与均化段的主螺纹相交。这种螺杆的螺槽深度和螺纹导程从加料段开始至均化末端都是逐步变化的,既螺纹导程从宽逐渐变窄,螺槽深度由深度逐渐变浅,可使物料得到最大的压缩。
螺杆拆卸时应使用专用工具,不许用重锤敲击,具体拆卸步骤如下。
1.拆卸喷嘴及喷嘴和机筒间的连接件。
2.把螺杆后部键连接处与驱动轴分离。
3.拆卸连接法兰,拨动螺杆前移。
4.当螺杆头部露出机筒时,立即拆卸螺杆头连接螺纹(注意:此处螺纹一般多数为左旋)。
5.拆卸螺杆上的止逆环和密封环。
6.拆卸下来的喷嘴、止逆环、密封环和螺杆,应立即趁热用铜刷、铲类工具清理各部位残料。特殊难清理的黏料,应放在烘箱中加热,温度为能使料软化的最低温度,然后再清除残料。
7.把螺杆上的各零件组装在一起,各螺纹连接部位要涂二硫化钼耐热脂,以方便下次拆卸。
8.暂不使用的螺杆在表面清洁后要涂防护油,包好,吊挂在通风安全处。
Next:螺杆生产厂家如何衡量螺杆的优劣标准 Back:螺杆厂家分析注塑机螺杆的受力状况 |
 售前咨询
售前咨询